
How to Design a Dust Collection System
Designing a dust collection system isn’t about picking a collector from a catalog and running ductwork to it. It’s about understanding your process, your risks, your facility layout and your long-term air quality goals, and then engineering a system that performs under real operating conditions.
Whether you are planning a new facility, upgrading and maintaining equipment or improving compliance, knowing how to design a dust collection system starts with fundamentals. From dust characterization to filtration technology and NFPA safety requirements, every decision influences system performance, energy efficiency and worker protection.
Here’s what to consider.
Start with the Dust: Know What You’re Collecting
Before you begin building a dust collection system, you need a clear understanding of the material you are trying to control.
Particle size, weight, combustibility, moisture content and toxicity all influence system design. Fine weld fumes behave differently from heavy grinding dust. Hygroscopic or oily dust requires different filtration media than dry, free-flowing particulate. Combustible metal dust introduces fire and explosion considerations that may affect collector placement and explosion protection.
Equally important are your capture goals. Are you recirculating filtered air back into the facility? Are you designing to meet OSHA Permissible Exposure Limits (PELs)? Do internal corporate standards require air quality levels that exceed regulatory minimums?
Setting performance targets at the beginning of the project ensures that airflow, filtration and safety decisions are aligned from the start.
Choose the Right Capture Strategy
One of the first design decisions is whether to use source capture, ambient collection or a hybrid of both.

The RoboVent Spire Dust Collector and Streamline Hood weld fume enclosure are an effective source capture option.
Source capture collects dust and fumes at the point of generation. This approach is typically preferred when contaminant levels are high or when worker exposure must be tightly controlled. Robotic welding cells, cutting tables and grinding stations often benefit from enclosure hoods, close-capture devices or extraction arms that prevent contaminants from spreading throughout the facility.

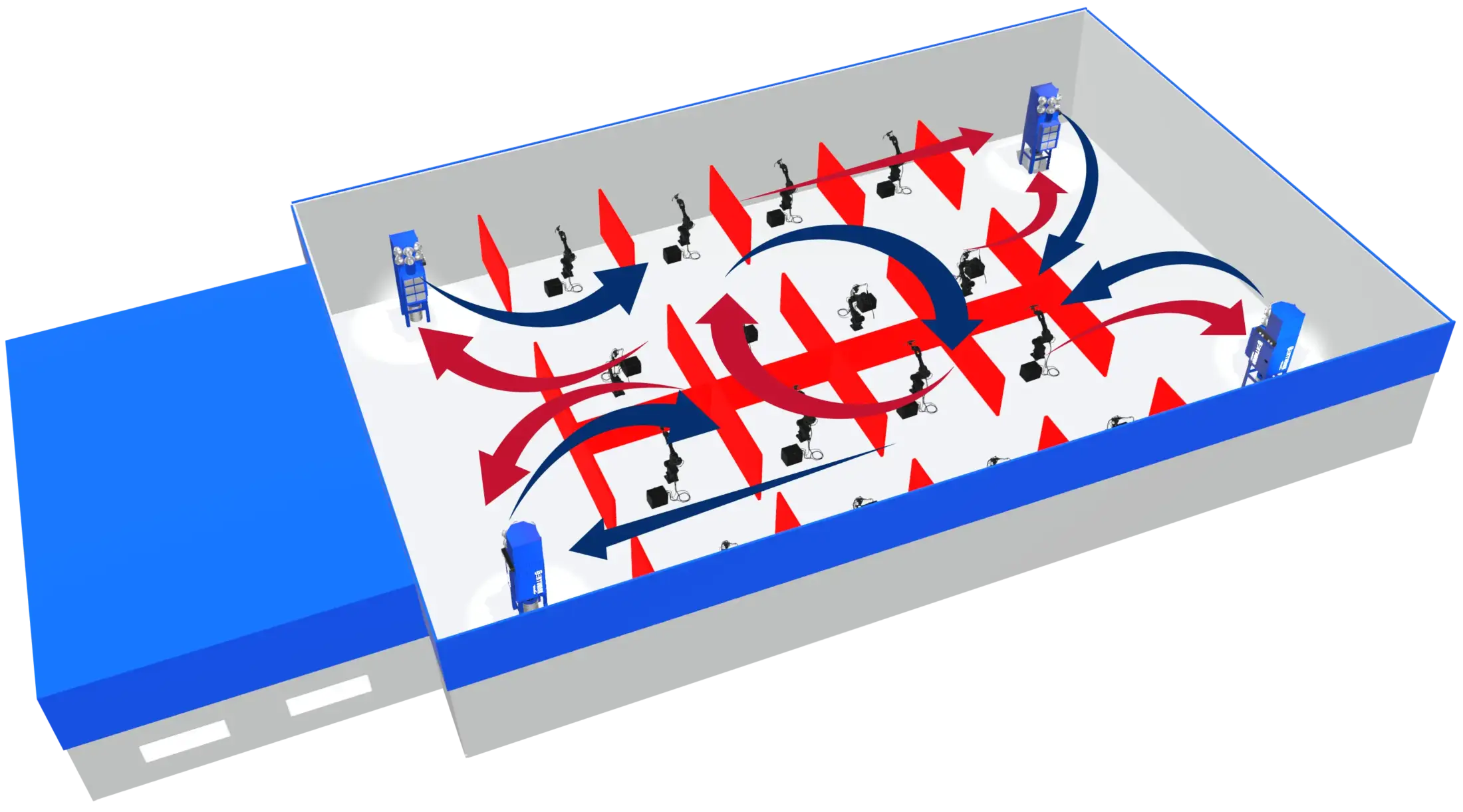
The RoboVent Vortext dust collector provides effective ductless ambient air filtration.
Ambient dust collection systems, by contrast, continuously clean air throughout the building. They may be appropriate when dust is diffuse or when source capture is impractical due to crane access, large part handling or facility constraints. Ambient systems may use ductwork near the ceiling to pull dirty air out and push clean, filtered air in. RoboVent Vortex units are ductless floor-mounted ambient dust collectors that can be placed where needed in the facility.
In many modern facilities, the best dust collection systems combine both approaches, capturing the majority of emissions at the source while using ambient filtration to polish residual airborne particulate.
Read more: Source Capture vs. Ambient Collection
Hood Design: The Foundation of Efficient Capture

An enclosure with backdraft plenums for industrial dust control.
For source capture applications, hood design plays a critical role in overall system efficiency.
The hood determines how contaminants enter the system, how much airflow is required and how much energy the fan must generate. Even small changes in hood-to-source distance can dramatically increase required CFM.
Enclosure hoods are highly effective for robotic welding or thermal processes because they contain contaminants within a defined space. Close-capture hoods, such as backdraft or downdraft tables, work well for manual welding and grinding. Receiving hoods rely on the natural upward movement of hot plumes and may be effective in certain cutting or heating applications.
Well-designed hoods follow ACGIH industrial ventilation principles to optimize capture velocity while minimizing unnecessary airflow. Proper hood geometry can significantly reduce energy demand and strain on the dust collector.
Read more: Industrial Hoods and Enclosures
Centralized vs. Distributed System Design

RoboVent Senturion units in a centralized dust collection system.
Another important consideration when designing a dust collection system is whether to use a centralized collector serving multiple processes or smaller distributed units dedicated to specific production lines.
Centralized systems, ducted to a heavy-duty industrial dust collector such as RoboVent Senturion, can be efficient and cost-effective in stable manufacturing environments with predictable layouts. However, they require careful duct balancing and may be more complex to modify as processes change. Ductwork design should minimize pressure drop by using smooth transitions, proper branch sizing and efficient routing. Poor duct design can undermine even the best collector.

RoboVent Spire can be ducted directly to a welding enclosure for source capture.
Distributed dust collection systems offer flexibility and may simplify duct routing, especially in facilities with evolving production lines. For example, RoboVent Spire units can be ducted directly to the welding cell enclosure for effective robotic weld fume extraction. Smaller individual units allow flexibility to add to or adapt the system as production lines evolve. The right choice depends on facility size, layout and long-term expansion plans.
Airflow and Dust Collector Sizing
Once capture strategy and hood design are established, airflow must be calculated carefully.
CFM requirements for dust collectors are based on:
- Hood opening size
- Required capture velocity
- Dust transport velocity
Maintaining adequate transport velocity in ductwork is critical. If airflow drops too low, heavier dust can fall out of suspension inside ducts, creating buildup, increasing fire risk and reducing system performance.
Static pressure (SP) must also be considered. As air moves through ductwork, elbows, transitions and filter media, resistance increases. Fans must be sized not only for initial operating conditions but also for end-of-filter-life conditions when resistance is higher.
Air-to-cloth ratio, the amount of airflow per square foot of filter media, also plays a major role. Applications producing heavy dust loads require more filter surface area to prevent premature loading and excessive static pressure.
Many dust collection systems are undersized because they are designed for ideal, clean-filter conditions. A properly engineered system accounts for filter loading and includes sufficient horsepower to maintain stable airflow over time.
For a deeper breakdown of airflow calculations, see our guide to dust collector sizing.
Filtration Technology: Matching Media to Application

Choosing the right industrial cartridge air filters is important for effective dust and fume control.
Filtration is where dust is actually removed from the airstream, and selecting the right media is critical.
Most industrial systems rely on pleated cartridge filters with MERV ratings between 10 and 16. Lower MERV (MERV 10 or 11) ratings may be sufficient for larger, non-toxic particulate. Finer weld fumes or hazardous dusts may require higher-efficiency filters (weld fume filters are typically MERV 15 or above). Note: As the dust cake builds up on the filter, all cartridge filters will approach MERV 16 efficiency. However, when collecting highly hazardous submicron fume, it is important to select filters with appropriate capture efficiency from the start.
Media selection depends on dust characteristics.
- Nanofiber filters improve submicron capture.
- PTFE-coated media resist moisture and oily particulate.
- Anti-static filters (carbon impregnated or aluminum conductive surface) are used for combustible dust applications.
- Hydro- or oleophobic media are used for moisture-laden or oily dust.
- Flame-retardant treatments may be used to reduce the risk of fire when collecting combustible dust or when sparks present an ignition risk.
Learn more: Download the Buyer’s Guide for Industrial Pleated Cartridge Filters.
When to Add HEPA or Activated Carbon Filtration
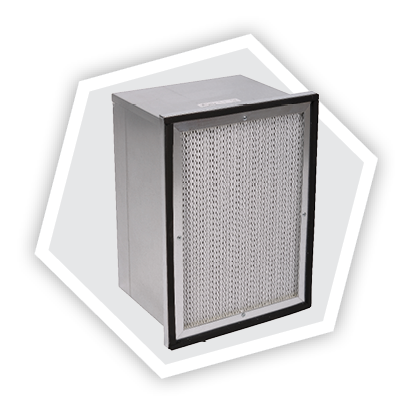
A HEPA after filter collects submicron particulate.
Some applications require additional filtration stages.
A HEPA dust collector after-filter captures 99.97% of particles at 0.3 microns and may be necessary when:
- Handling highly toxic particulate
- Recirculating air into the facility
- Meeting strict air quality standards
HEPA filtration increases system resistance, so fan selection must account for this added pressure drop.
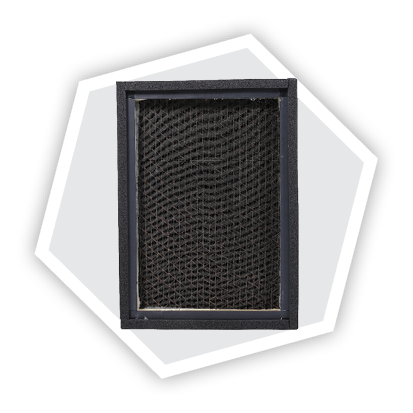
An activated carbon after-filter controls gaseous emissions and odors.
An activated carbon after-filter addresses gas-phase contaminants such as VOCs and odors. Carbon filters do not capture dust; they adsorb chemical vapors. They are commonly used in recycling, chemical processing or coating operations where odor control or VOC reduction is required.
Selecting the correct combination of filtration technologies ensures both particulate and gaseous contaminants are addressed appropriately. Fire and Explosion Safety Considerations
Fire and Explosion Safety Considerations

Fume control is especially important for manual welding and other manual processes.
Safety is inseparable from system design.
Beyond spark control, fire suppression for dust collectors is a critical layer of protection that is too often treated as optional. RoboVent recommends that every dust collector be fitted with a fire suppression system appropriate for the dust type and operating environment. Depending on the application, this may mean a water sprinkler system, CO2 suppression or a dry chemical system. The right choice depends on factors including dust combustibility, collector location and whether water could cause secondary hazards with the collected material.
Under the new NFPA 660 combustible dust standard, facilities that handle combustible dust must evaluate explosion risks and implement appropriate safeguards. Explosion venting, isolation devices and proper grounding may all be required depending on dust type and collector location. (Get the NFPA Compliance Checklist for Dust Collectors.)
Failing to account for combustible dust hazards can result in regulatory citations, insurance penalties and significant safety risks. Explosion protection should be evaluated early in the design process, not after installation.
Download our Visual Guide to Combustible Dust for more on fire and explosion safety.
Engineering Matters
The industrial dust collection system must be engineered for the facility, dust type and airflow patterns.
Designing a dust collection system is ultimately an engineering challenge rooted in airflow physics and industrial hygiene principles.
Air quality testing, dust characterization and facility evaluation help establish baseline conditions. In complex environments, airflow modeling and simulation tools can predict how contaminants move through a facility and validate proposed solutions before installation.
The best dust collection systems are not simply assembled; they are engineered around specific processes, layouts and safety requirements.
Designing for Long-Term Performance
Learning how to design a dust collection system means thinking beyond startup.
Proper sizing, filtration selection and airflow engineering ensure that performance remains stable as filters load and processes evolve. Planning for maintenance access, filter changes and inspection supports long-term reliability.
A well-designed system protects workers, supports compliance and reduces downtime for years to come.
If you are designing a dust collection system or upgrading an existing one, working with experienced engineers can ensure that airflow, filtration and safety considerations are fully integrated from the beginning.
Clean air doesn’t happen by accident. It happens by design.
Ready to Design It Right?
Dust collection systems design isn’t just about moving air; it’s about understanding airflow physics, capture efficiency, filtration science and combustible dust risk. The right decisions at the design stage determine whether your system performs reliably for years or struggles from day one.
At RoboVent, clean air starts with science. Our engineers apply ACGIH principles, advanced modeling tools and deep industry expertise to design dust collection systems that meet your performance goals, safety requirements and regulatory standards. From facility testing and Dust Hazard Analysis (DHA) to full system specification and implementation, we take responsibility for delivering solutions that work.
If you’re planning a new system or evaluating an upgrade, talk to the experts at RoboVent. Let’s design a dust collection system built for performance, safety and long-term reliability.




