
Spire Series
ROBOTIC WELD FUME CONTROL TAILORED TO YOU
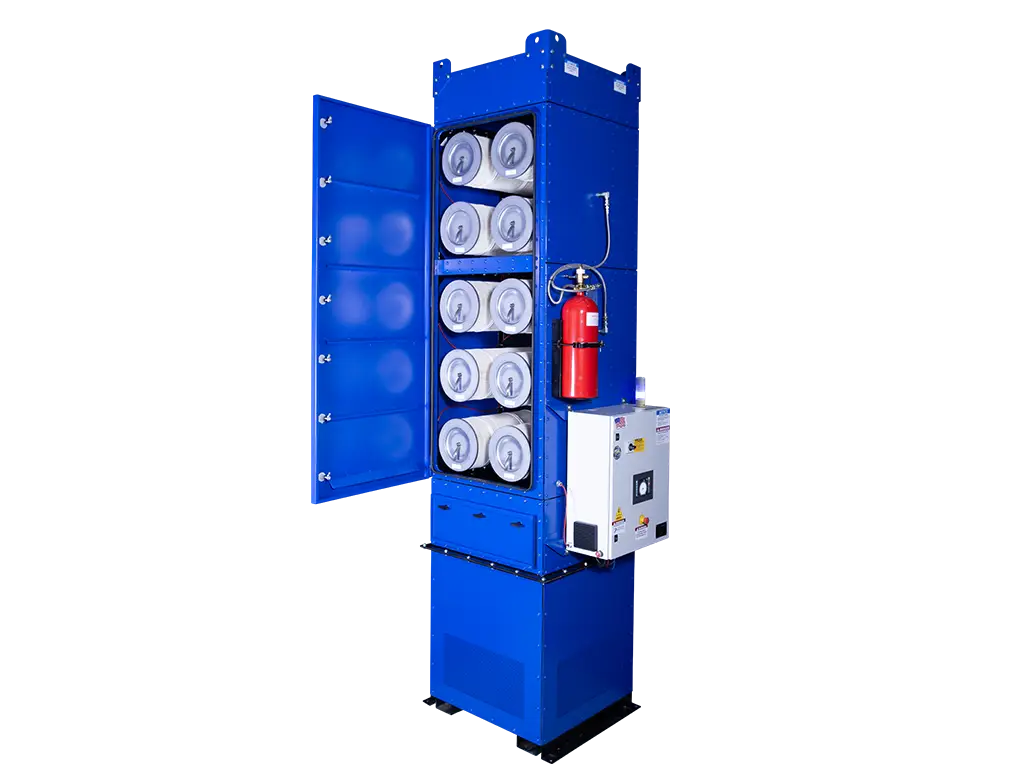
Don't pay for extraction power you don't need. With RoboVent Spire, you can tailor your airflow (CFM) to your application, whether you have a single robot welder, a large weld cell or two large cells. With plug-and-play operation and a footprint of just 3'x3', Spire is a versatile and cost-effective alternative to centralized ducted systems.

Brochure


Owner's Manual

Spec Sheets

THE SPIRE SERIES IS:
FAST INSTALLATION: Spire ships in one piece with controls completely wired. The plug-and-play design allows for fast installation and future equipment moves.
EASY MAINTENANCE: Spire makes filter change-outs and dust removal a breeze, with no tools required. Tee Latches are easy to open and close when service is required.
SMALL FOOTPRINT: The 3’ x 3’ footprint takes up about the same amount of floor space as a weld wire barrel, making it ideal for robotic welding cell design.










WHICH SPIRE IS RIGHT FOR YOU?
Which Spire is right for you? Single cell or multiple? Heavy-duty or light production? Spire meets the demands of today’s fast-paced business environment. As your production cells move, Spire can easily move with the cell. With three ranges of CFM requirements, Spire can be used for a variety of robotic welding applications throughout your production lines. From single cells to heavy-duty production across multiple cells, Spire meets your requirements.

Small:
4 filter cartridges/2,200 CFM;
single robot or small 10’x10’ weld cell.

Medium:
6 filter cartridges/3,300 CFM;
larger 15’ x 15’ robotic cell.

Large:
10 filter cartridges/5,500 CFM;
up to two robotic weld cells.
HOW IT WORKS
DEFLECTOR PLATES: Protect the filters and provide even air distribution throughout the filter cabinet.
PULSING SYSTEM: Engineered to dislodge dust from the entire length of the filter pleats for extended filter life.
PLEATLOCK FILTERS: Up to 35% more usable filter media to capture more particulate and allow for longer times between filter changes.
EASY ACCESS FILTER CABINET: Tee latches make filter access easy with a simple turn.
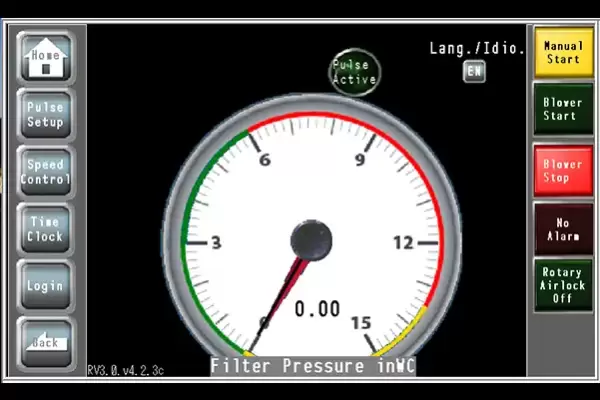
ePro CONTROLS: An easy-to-use, 7” full-color HMI Control Panel for easy operation.
eDrive™ AUTOMATIC VFD: Adjusts the motor RPM to compensate for filter loading, providing energy savings and extended filter life.
SAFESENSOR™ PARTICULATE MONITORING: Advanced particulate-monitoring device to detect filter by-pass. Dust Containment: Large 15-gallon dust tray with simple pull-out mechanism for fast & easy emptying.
DUST CONTAINMENT: Large 14-gallon dust tray with simple pull-out mechanism for fast & easy emptying.
CLEAN AGENT GAS FIRE SUPPRESSION SYSTEM – OPTION: Dual-stage clean agent system activated by heat.
SPIRE CONFIGURATION
Flexible, movable single collectors.
Our spire configuration uses smaller collectors, one for each welding cell, ducted to the hood over the cell. This system is very flexible, simple to install and maintain, and easy to move with the welding cell. The single filter design makes filter change out fast and easy. Includes built-in spark arrestance.


Advanced Filter Pulsing System
The RoboVent Advanced Filter Pulsing System uses a proprietary pulse cone technology that distribute...
Control Panel
An easy-to-use touch-screen control panel that allows you to manage your RoboVent collector from a s...

Dust Tray
Perfect when height is a concern, the easy-to-use dust tray slides out to allow for dust removal....

eDrive™ Automatic VFD
Constantly monitoring airflow, the eDrive automatically changes motor RPM to adjust for filter loadi...

SafeSensor™ Particulate Monitoring
An advanced particulate-monitoring device capable of detecting leaks past the filters. If one should...

AutoSaver™ Power Usage Sensor
Mounted directly into your control panel, the AutoSaver feature turns your RoboVent system on during...

Delta3™ Inline Spark Arrestor
Sparks are a natural byproduct of welding, grinding and metal cutting-but if they are left uncontrol...

Clean Agent Gas Fire Suppression
Activated by heat, the clean agent gas system acts quickly to suppress a fire in the dust collector ...

Sprinkler Head Port
An economical tool in RoboVent's fire suppression arsenal, the Sprinkler Head Port is mounted d...

Dust Collection for Medical Equipment Manufacturing
Topping out at a full $148 billion, the United States remains the largest market for medical devices...

Dust Collection for Transportation Equipment Manufacturing
The market for transportation equipment is complex—trains, subways, buses, commercial vehicles and...
Dust Collection for Electronics Manufacturing
The electronics manufacturing industry is one of the largest industries in the world, and it continu...

Dust Collection for Military and Defense Equipment Manufacturing
Few industries are presently experiencing uncertainty like military and defense manufacturing. Rapid...
Dust Collection for Oil & Gas Pipeline Equipment Manufacturing
Oil & gas exploration, extraction, refining, storage and distribution is a $1.2 trillion dollar glob...

Dust Collection for Construction Equipment Manufacturing
The 2008 economic crash hit the construction industry hard. Investment dried up, building plans got ...

Heavy Equipment Manufacturing Dust and Fume Control
Steady global growth in infrastructure construction has kept the heavy equipment industry strong in ...

Dust Collection for Renewables Equipment Manufacturing
One of the strongest areas of today’s economy is renewable energy and the manufacture of equipment...




Robotic Welding Fume Extraction System
SOLUTIONS FOR DUST AND FUMES IN ROBOTIC WELDING RoboVent has been a leader in clean air soluti...

Manual Welding Ventilation Systems
SOLUTIONS FOR MANUAL WELDING FUME EXTRACTION Concerns over weld fumes go beyond the normal h...
Dust and Fume Collection for Laser Welding
SOLUTIONS FOR LASER WELDING FUME AND DUST CONTROL RoboVent offers robust dust and fume control...

Metalworking Dust Collection System
SOLUTIONS FOR METALWORKING DUST Metalworking dust is dangerous, and RoboVent has almost three d...

Fume Collection for Resistance Welding
Think you don’t need dust and fume collection for resistance welding? Think again. Resistance weld...

Welding Fumes Collection
EXPOSURE RISKS FOR WELDING FUMES Weld fumes are a particularly dangerous inhalation risk because...

ePro CONTROLS
Flexible, movable single collectors.
This extra-large 7” full-color Human Machine Interface (HMI) is easy to see, easy to understand and gives you access to everything you need to keep your system running smoothly. You can control the pulse timing and trigger points, set filter service alarms, setup automatic run schedules, operate and control the blower speed, monitor filter pressure and see operation events all with the simple push of a couple of buttons.
CONTACT US
Contact RoboVent today to start building your custom dust collection system.



