
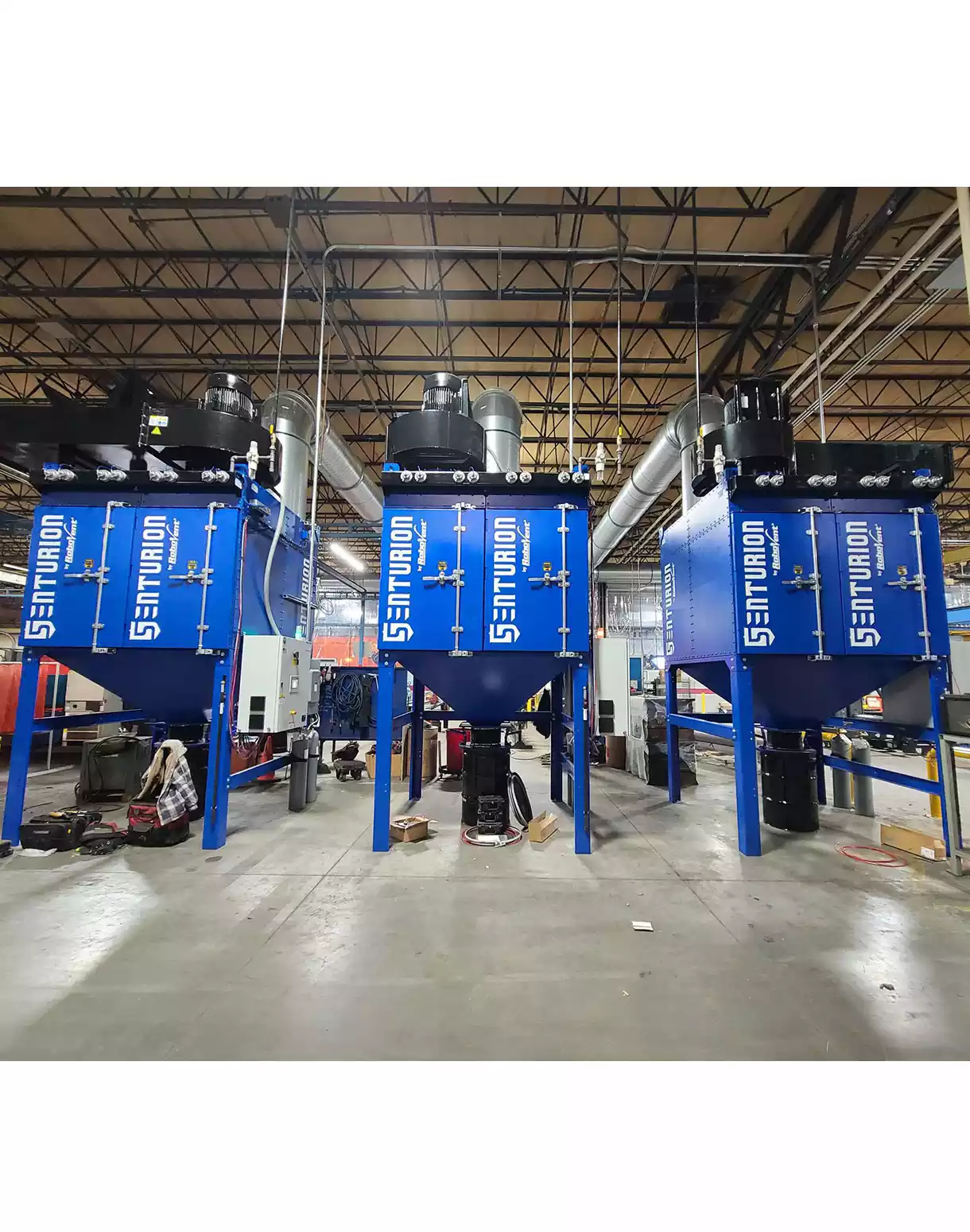
Senturion Modular Dust Collector
ONE TOUGH DUST COLLECTOR. COUNTLESS APPLICATIONS.
Senturion is the most flexible and versatile industrial dust collector on the market today. Our unique modular system allows us to rapidly design and build a dust collection system tailored to your exact specifications—while saving project costs and timelines. And Senturion is built tough for endurance and high performance in challenging environments.
- Flexible
- Modular
- Space-Saving
- Tough

Brochure


Spec Sheets

Configurations

CUSTOMIZED DUST CONTROL FAST PROJECT TIMELINES.
How do we do it? Senturion is built on a revolutionary modular system with components that fit together like building blocks. This modular design allows us to create a dust collection system that can be adapted for virtually any dust or fume collection application, configured around the physical constraints of your facility. With our advanced filter technology, Senturion has the smallest footprint per CFM available.
- Save floor space.
- Reduce lead time for installation.
- Reduce project costs.







SENTURION FEATURES






READY TO GUARD AND PROTECT
Senturion is ready to guard and protect against any type of particulate, from weld fume and abrasive blasting dust to plastic fines and pharmaceuticals. Get ready to meet the most flexible and versatile dust collector in the industry.

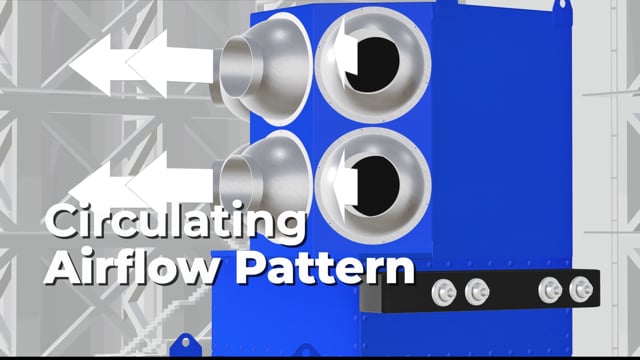
MAXIMUM DUST COLLECTION POWER IN A SMALLER FOOTPRINT
With our advanced filter technology, Senturion has the smallest footprint per CFM available—about 20% smaller than the competition.
THE MOST VERSATILE DUST COLLECTOR IN THE INDUSTRY
With our advanced filter technology, Senturion has the smallest footprint per CFM available—about 20% smaller than the competition.
AN INDUSTRIAL DUST COLLECTOR BUILT FOR SAFETY AND ENDURANCE
When we designed Senturion, we rethought everything about industrial dust collector design, from the way the components are manufactured, to the way it is shipped and assembled on site, to the way the unit is maintained.
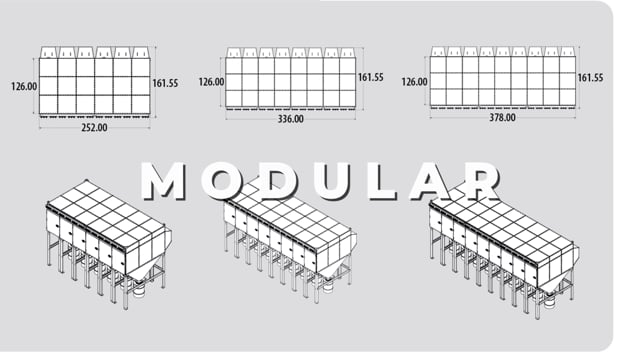
MODULAR SYSTEM BUILT FOR MAXIMUM FLEXIBILITY
The modular system is built from a few simple components for rapid installation, maximum flexibility and space savings. We just configure the cartridge frames to suit your application and then add the right combination of side panels, intakes, hoppers and other optional components.

Dust and Fume Extraction for Aviation & Aerospace
Manufacturing in the commercial aerospace and aviation industry has benefited from an improved econo...

Agricultural Dust Collection Solutions
The agricultural industry has changed a lot in recent decades. Automation, specialization, fluctuati...
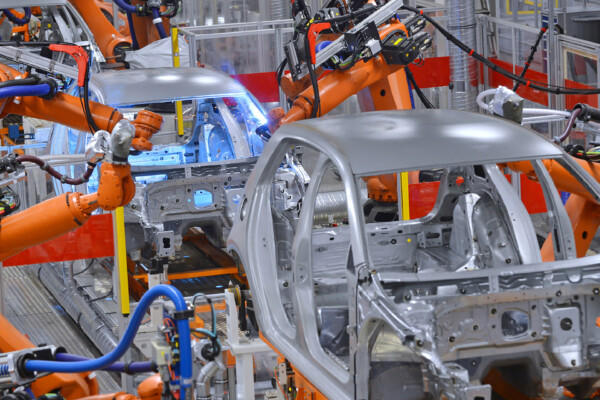
Automotive Manufacturing Dust Collection
The automotive industry has never been so competitive, and manufacturers face more challenges than e...

Dust Collection for Construction Equipment Manufacturing
The 2008 economic crash hit the construction industry hard. Investment dried up, building plans got ...

Dust Collection for Mining and Mineral Processing
The mining industry includes not only excavation sites (e.g., surface mining, open-pit mining, quarr...
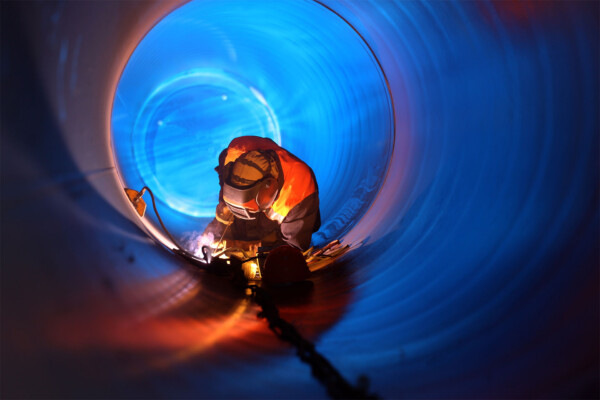
Dust Collection for Oil & Gas Pipeline Equipment Manufacturing
Oil & gas exploration, extraction, refining, storage and distribution is a $1.2 trillion dollar glob...
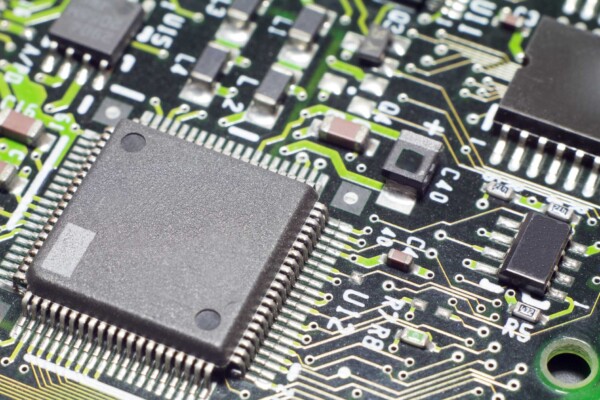
Dust Collection for Electronics Manufacturing
The electronics manufacturing industry is one of the largest industries in the world, and it continu...

Food Processing Industry Dust Collection
The food processing industry faces several challenges when it comes to dust control. The exact risks...














Dust Collection for Batch Mixing
SOLUTIONS FOR DUST AND FUMES IN BATCH MIXING RoboVent has over two decades of experience solvin...

Blast Room Dust Collector
SOLUTIONS FOR BLAST ROOM DUST Blast rooms are an ideal situation for dust collection, and RoboV...

Fume Collection for Resistance Welding
Think you don’t need dust and fume collection for resistance welding? Think again. Resistance weld...
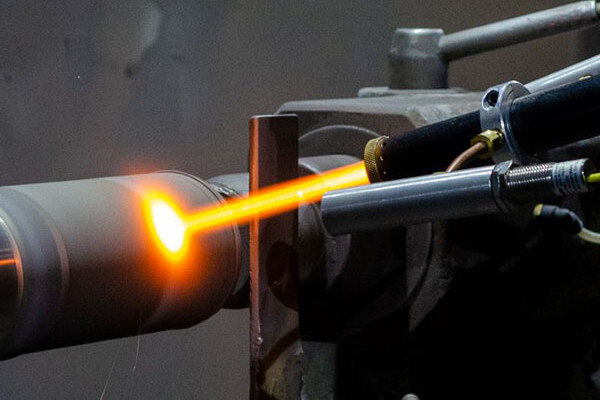
Dust Collection for Thermal Spray Processes
SOLUTIONS FOR THERMAL SPRAY DUST COLLECTION RoboVent offers robust dust and fume control soluti...
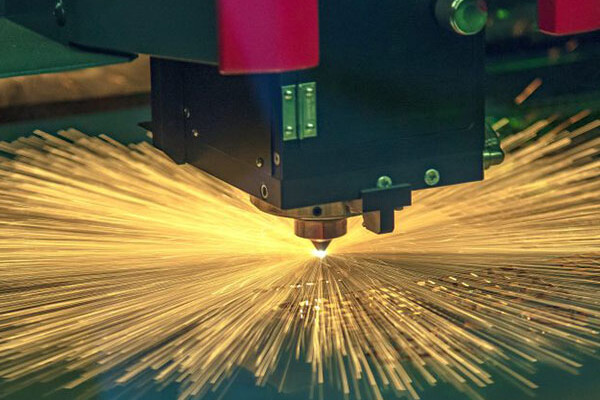
Fiber Laser Dust Collecting System
WHAT TO LOOK FOR IN DUST COLLECTORS FOR FIBER LASER CUTTING When switching from CO2 to fiber la...

Bulk Food Ingredient Handling Dust Collection
DUST CONTROL SOLUTIONS FOR SILO FILING AND DRY MIXING Silo filling and dry mixing are extremely...

Food Processing: Cutting, Grinding, Blending and Batch Mixing
DUST CONTROL SOLUTIONS FOR FOOD CUTTING, GRINDING, BLENDING AND BATCH MIXING Dust control solut...

Food Processing: Packaging
Dust collection and containment for food packaging lines is critical. At this stage, the finished fo...









Aluminum Dust Collection System
EXPOSURE RISKS FOR ALUMINUM DUST While the most common physical problem associated with aluminum...
Carbon Black Dust Collection
EXPOSURE RISKS FOR CARBON BLACK Inhaling carbon black can cause irritation of the nose, throat, ...

Dust Collection for Chemical Manufacturing Industry
Exposure Risks for Chemical Dust Employees who work with chemical dusts are at risk from negativ...
Collection Systems for Fertilizer Dust
EXPOSURE RISKS FOR FERTILIZER DUST Beyond being highly explosive in dust form, fertilizers also ...

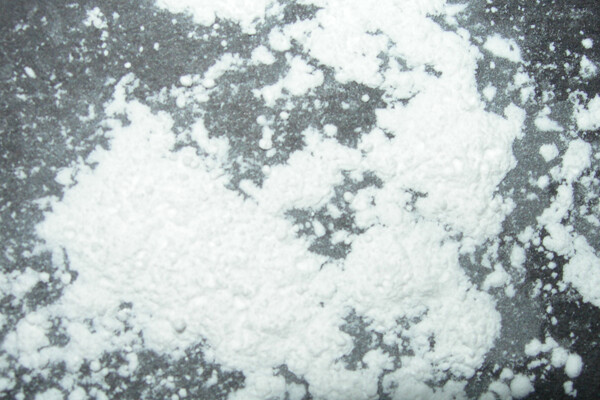
Dust Collection for Fumed Silica
EXPOSURE RISKS FOR FUMED SILICA DUST Fumed silica particles are very small and light, which mean...
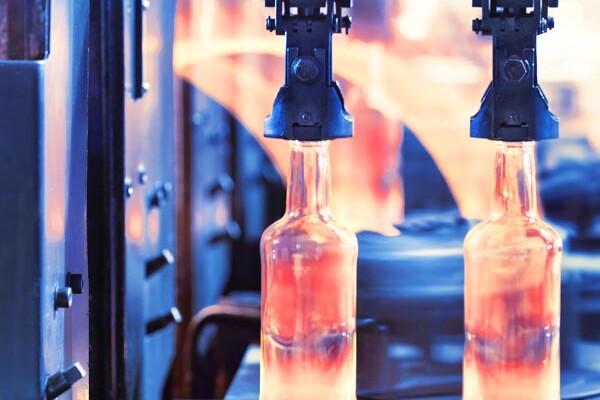
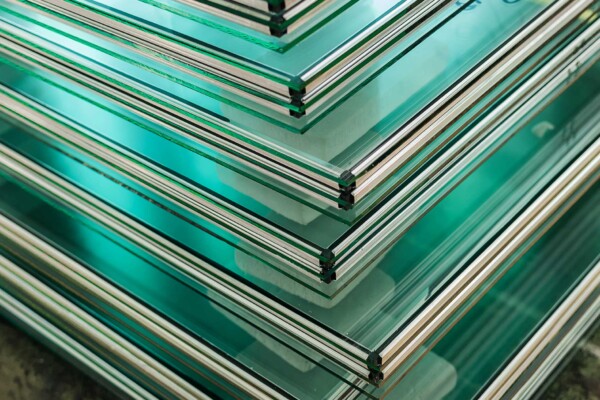
Glass-Making Dust Collection
EXPOSURE RISKS FOR GLASS-MAKING DUST While silica seems like a benign substance—it makes up 12...
Iron and Chrome Dust Collection
EXPOSURE RISKS FOR IRON AND CHROME DUST Many industrial processes involve iron or chrome in eith...

Nickel Dust Collection System
EXPOSURE RISKS FOR NICKEL DUST Nickel produces a string of harmful health effects, even at low e...





PRODUCT CONFIGURATIONS
The Senturion's modular and versatile construction allows for countless configuration options. Take a look at our Configuration Guide and Configuration Gallery to see some examples.






MEET YOUR CUSTOM SENTURION
Ready to see what your Senturion could look like? Contact RoboVent today to start building your custom dust collection system.



